想知道【舟山】 本地 HDPE双壁波纹管_七孔梅花管销售准时交付产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:【舟山】 本地 HDPE双壁波纹管_七孔梅花管销售准时交付的图文介绍

恒塑管道有限责任公司
未来,恒塑管道有限责任公司将加大科技创新力度,提高产品市场竞争实力,扩大规模,促进企业快速发展,逐渐向着精细化、集约化、国际化发展方向迈进。致力于 舟山双壁波纹管厂、产品综合服务生产商。创企业,树品牌,振兴民族工业为己任,竭诚欢迎海内外客商前来洽谈业务。


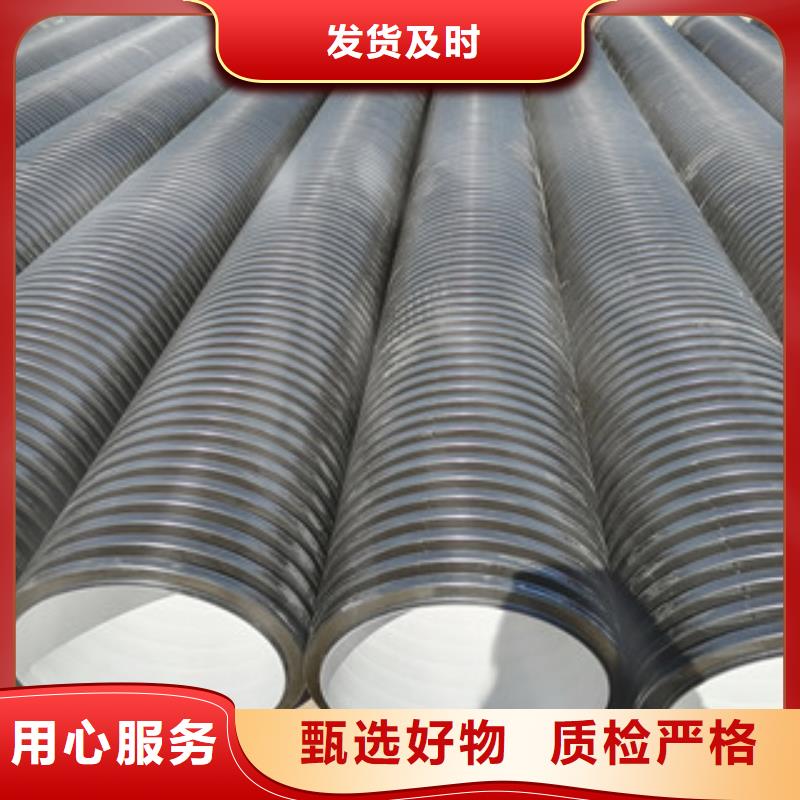
(3)、管材发脆①成型管材用原料中碳酸钙加入比份过高或润滑剂的加入比份不合理,应改进。在原料中适当加入一些类加工助剂,以熔料的凝胶率。②原料中水分或杂质含量超标,应对原料进行干燥处理或更换。
③成型管坯模具内压力不足,使管壁成型质量差,应改进模具结构。④成型管的熔料温度控制不,偏高或偏低的熔料温度都易使管定型后发脆,要注意塑化熔料的温度不要忽高忽低温度差过大。HDPE双壁波纹管厂家(4)、双壁波纹管的内外壁间黏附力差①成型模具内熔料温度偏低,应适当成型模具温度。
②原料中润滑剂比份过大,应适当降低润滑剂的加入量。③管坯冷却过快,两层料熔接不牢,注意适当调慢管坯冷却速度。(5)、管的内壁有纵向划痕①成型管内壁面的芯棒上有划伤痕或有残料黏附在工作面上,应修光划痕或除净芯棒工作面上残料。



对损坏管道采取修补措施,施工单位应事前取得管理单位和现场监理人员的同意,对出现在管底部的损坏,还应取得设计单位的同意后方可实施。如采用焊条焊补或化学止水剂等堵漏修补措施,必须取得管理单位同意后方可实施。
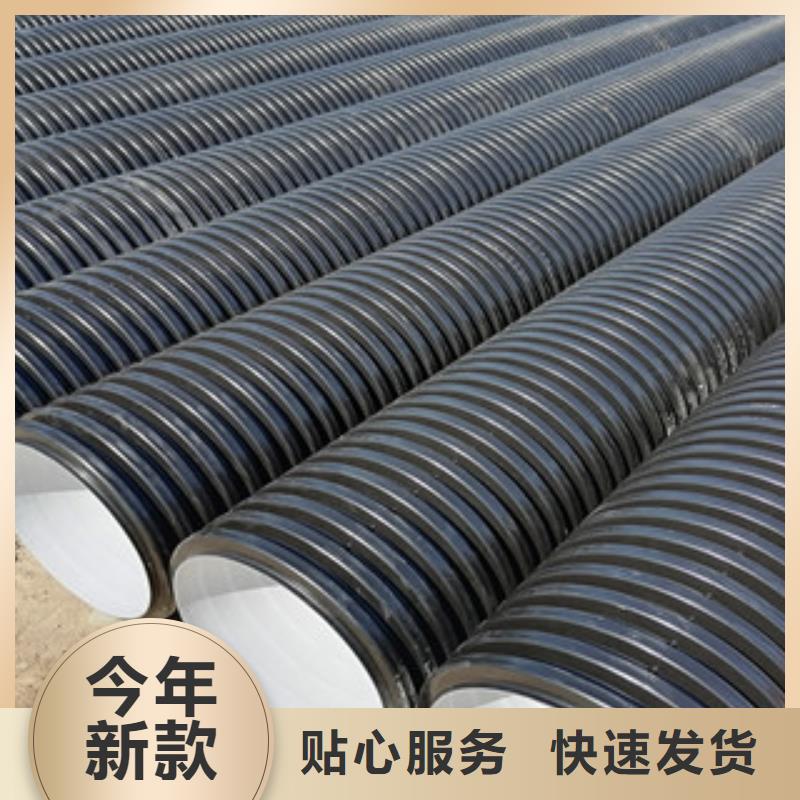
HDPE排水管共同的柔韧性和的耐刮痕才能,开裂伸长率一般都大于500%,弯曲半径能够小到管直径的20~25倍,因其优异的挠性和耐刮痕才能可在施工时选用免开挖施工技能,减轻了对周围环境和日子的影响,并大大降低了施工本钱。
HDPE排水管和一般的排水管道组成根本相同,但是比的排水系统排水噪音小,HDPE排水管只会听到沙沙的声响,简直对咱们的日子没有什么搅扰。HDPE排水管避免了水封被损坏,避免居住环境被损坏,工程的总造价还比的排水系统低。



管壁局部损坏孔洞为20~100mm时,可用聚氯塑料粘接溶剂在其外部粘贴不小于孔洞尺寸加l00mm与管材同样材质的圆形板。管壁局部出现裂缝,当裂缝长度不大于管周长的1/12时,可在其裂缝处粘贴长度大于裂缝长度加100mm、宽度不小于60mm与管材同样材质的板,板两端宜切割成圆弧形。
修补前应先将管道内水排除,用将管壁面破损部分剔平修整,并用水清洗干净。对异形壁管,必须将贴补范围内的肋剔除,再用砂纸或锉刀磨平。粘接前应先用环已刷粘接部位基面,待干后尽快涂刷粘接溶剂进行粘贴。外贴用的板材宜采用,从相同管径管材的相应部位切割的弧形板。
外贴板材的内侧同样必须先清洗干净,采用环已涂刷基面后再涂刷粘接溶剂。对不大于20mm的孔洞,在粘贴完成后,可用土工布包缠固定,固化24小时后即可还土;对大于20mm的孔洞和裂缝,在粘贴完成后,可用铅丝包扎固定。




 扫一扫
扫一扫